

板式家具CNC開料機(jī)直排換刀加工中心常用的4種換刀方法~!!
發(fā)布時間: 2020-10-31 09:56:15 瀏覽次數(shù):31次 作者:濟(jì)南云雕數(shù)控開料機(jī)
1.直排換刀
更換工具時,最直接的方法是直排換刀。通過確定在更換刀具時刀具是否在刀具中移動,我們可以直接將刀具更換模式更改為兩種模式:刀庫移位模式和刀庫固定模式。對于彈匣移動模式,可以移動彈匣。打開設(shè)備電源后,它會進(jìn)入磁帶盒區(qū)域并在完成設(shè)備更換后退出該區(qū)域。由于額外的功能和布局期間的要求,這種類型的設(shè)備修改更加靈活和靈活。刀的選擇主要通過主軸箱在刀庫的固定模式下的移動來完成。磁帶盒可以固定,也可以只旋轉(zhuǎn)到位。在前一種情況下,只能根據(jù)設(shè)備的類別選擇刀。具有低數(shù)字的數(shù)控中心是理想的,后者可用于索引。
2.機(jī)械手換刀
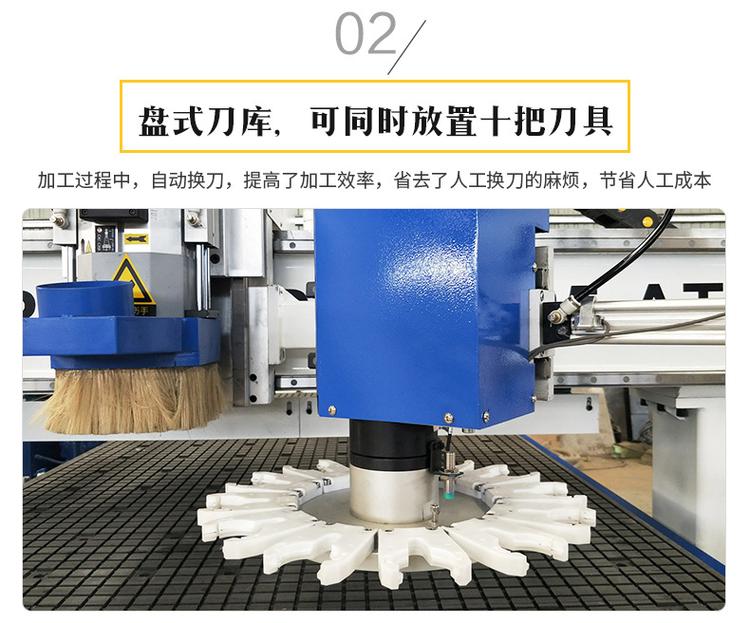
通常,包括自動工具更換器的機(jī)床通常配備有磁盤盒。在整個設(shè)備更換過程中,機(jī)器人負(fù)責(zé)將設(shè)備從刀庫轉(zhuǎn)移到加工中心。將要使用的工具從刀庫中取出,將機(jī)床連接到主軸,然后從主軸中取出不需要的工具。工具雜志。機(jī)器人的設(shè)備切換方法的特征之一是新刀和舊刀可以同時抓握和運行,從而節(jié)省了時間。因此,與其他儀器切換方法相比,機(jī)械手工具更換具有許多優(yōu)勢,設(shè)備移動速度快,每個機(jī)械組件的運動范圍小,使其成為最主流的設(shè)備更換模式。
3.轉(zhuǎn)塔頭換刀
所謂的轉(zhuǎn)塔頭更換器是一種儀器更換類型,它允許設(shè)備通過轉(zhuǎn)塔的旋轉(zhuǎn)移動到相應(yīng)的位置。通常情況下,它會改變順序,結(jié)構(gòu)緊湊,設(shè)備切換時間短,并且應(yīng)用主要用于曲軸等擴(kuò)展工件的復(fù)雜加工。
轉(zhuǎn)塔頭更換和直接工具更換的優(yōu)點相似,并且轉(zhuǎn)塔頭更換工具可分為兩種類型:轉(zhuǎn)塔工具更換工具和轉(zhuǎn)塔主軸頭更換工具。轉(zhuǎn)動刀塔的頭部以了解自動換刀,可以確定刀塔的換刀模式。轉(zhuǎn)塔主軸頭換刀模式需要設(shè)置一個轉(zhuǎn)塔,但未連接到轉(zhuǎn)塔主軸刀架,但是多方向副主軸頭作為章魚帳篷提供,每個主軸頭都有安裝它的必要工具。加工CNC機(jī)床時,通過旋轉(zhuǎn)轉(zhuǎn)塔,將每個主軸頭根據(jù)設(shè)置的程序指令轉(zhuǎn)到連續(xù)的加工位置,從而達(dá)到自動換刀的目的。
直排換刀加工中心4種選刀方法減少了刀庫的移動,并大大簡化了刀具的設(shè)計結(jié)構(gòu),使換刀控制更加簡單可靠。直接儀器切換的方法是速度慢,故障率高,目前已使用了幾次。
更多板式家具CNC開料機(jī)直排換刀加工中心機(jī)械設(shè)備知識,歡迎關(guān)注濟(jì)南云雕數(shù)控開料機(jī)廠家;http://rqchwl.cn